
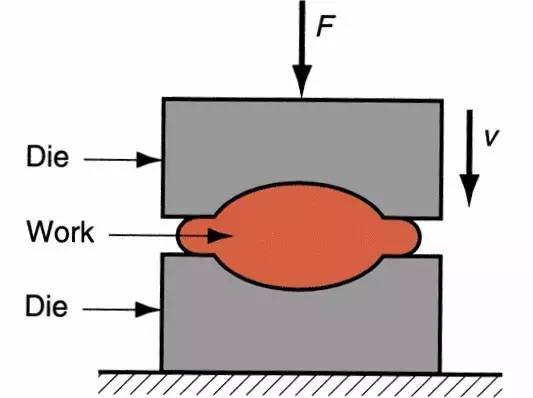
2.塑性成形





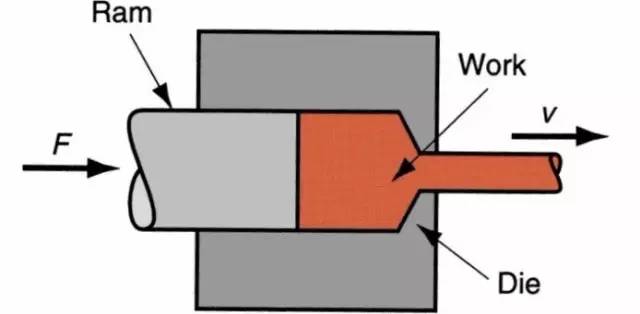

拉拔:用外力作用于被拉金属的前端,将金属坯料从小于坯料断面的模孔中拉出,以获得相应的形状和尺寸的制品的一种塑性加工方法。



3.机加工


4.焊 接



5.粉末冶金


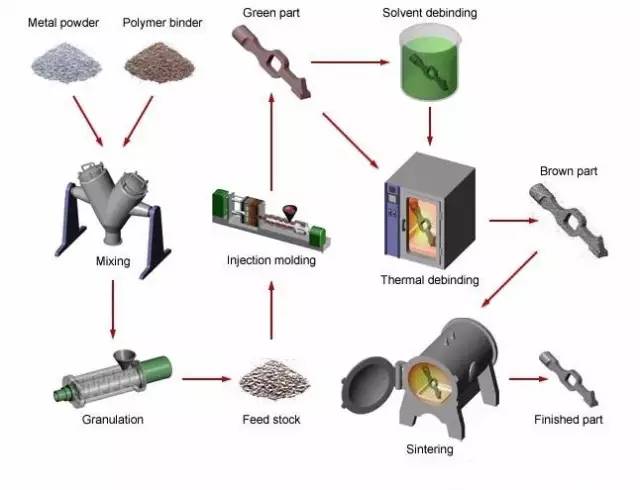
6.金属注射成型

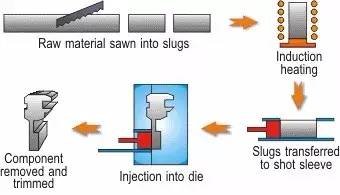
7.金属半固态成型

(2)触变成型(Thixoforming)
8. 3D打印

[出处 – 粉末冶金及硬质合金展] 八大金属材料成形工艺,你都知道吗? https://mp.weixin.qq.com/s/mAt8yLLRBf0DkCoB7Ho4EA

拉拔:用外力作用于被拉金属的前端,将金属坯料从小于坯料断面的模孔中拉出,以获得相应的形状和尺寸的制品的一种塑性加工方法。
(2)触变成型(Thixoforming)
[出处 – 粉末冶金及硬质合金展] 八大金属材料成形工艺,你都知道吗? https://mp.weixin.qq.com/s/mAt8yLLRBf0DkCoB7Ho4EA
公司声明:文章作者为洛德公司以外的内容来源于网络,版权归原作者所有,且仅代表原作者观点,转载并不意味着重庆洛德冶金粉末厂赞同其观点,或证明其内容的真实性、完整性与准确性,本文所载信息仅供参考,不作为重庆洛德冶金粉末厂对客户的直接决策建议。转载仅为学习与交流之目的,如无意中侵犯您的合法权益,请及时与我司联系处理。

用粉末冶金,引领制造业创新

